1. INTRODUCTION:
There are no measurement systems that can clearly define or quantify appearance. Therefore, inspection decisions are subjective and biased by personal perceptions and interpretations. Inspection results are affected by many outside conditions such as experience, lighting, viewing distance and angles, viewing time, and part size. These outside conditions associated with visual inspection result in inconsistent evaluation of product that leads to disagreements between customers and suppliers.
This document specifies equipment and procedures for visual appearance inspection. It clarifies inspection criteria and lighting specifications. This will improve the consistency of inspection as well as remove some of the uncertainty associated with cosmetic inspection.
Quality standard books with boundary samples can also be provided as needed to further clarify inspection criteria. However it is not realistic to have boundary samples for every cosmetic variation so if there is a question about the quality of a part, final determination is to be made "in use position"
This inspection manual is valid for Northern Engraving and our customers. It is an aid in judging valid quality parts.
2. NON-CONFORMING MATERIAL PROCEDURE:
If non-conforming product is found, the following procedure will be followed:
•Contact the Customer Service or Quality Assurance Manager at Northern Engraving Part disposition will be determined together: sort, return, replace
•If a sort is required at the customer location or off site, an RMA needs to be requested from the plant Quality Assurance Manager
•If parts are to be returned to Northern Engraving, an RMA will be issued for the rejection. This RMA shall be noted on the debit when issued.
•Parts returned to Northern Engraving shall be in the original packaging and returned within 30 days of the rejection, unless agreed upon with Northern Engraving.
•Determine if informal or formal Corrective Action is required
3. HANDLING OF PRODUCT:
Improper handling of parts may result in scratching, denting or damage. Following are best practices for proper part handling:
•Parts should be stored in dust-free environment and kept in the original packaging.
•Assembly process - parts should not be stacked as backside features may damage the A surface, visible A surface should not be placed on rough surfaces.
4. ASSEMBLY OF PRODUCT:
Parts should not undergo excessive force during assembly, avoid using sharp objects during the assembly process this will prevent scratching and damage. Product that shows evidence of assembly with scratches, dents, damage, will not be accepted as rejected material.
5. INSPECTION AND LIGHTING CRITERIA:
Parts shall be evaluated as agreed upon with customer and Northern Engraving according to the recognized visual standard.
INSPECTION PROCEDURE
Northern Engraving Inspection Standard:
Light Source ("cool white" fluorescent)
10 to 12 inches
•The lighting intensity should meet 120 +/- 10 foot-candles. All fluorescent lights are to be cool white light. They will have a CRI of 80 or better and a Kelvin of 5,000 or better.
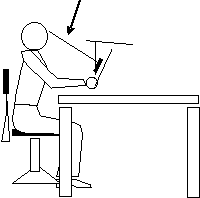
•Parts are inspected 10-12 inches away, holding the part at a slight angle (19-25 degrees) to the light source. Inspection time (part size dependent).
•Final determination of part quality is made "In Use Position".
For successful assessment, the following is recommended:
•‘Critical / Controversial' assessments should be made by at least two people.
•Do not study the assessment results of others before performing your own assessment.
•Have you color vision regularly checked.
•Make sure the observer does not have defective color vision.
INSPECTION SCALES
For interior parts, the part is assessed as
•ACCEPTABLE or
•NOT ACCEPTABLE
If not acceptable, place the part(s) in nonconforming area for further review.
6. EVALUATION CRITERIA & PROCEDURE:
Zone/Class "A" - a primary surface, exposed to direct view to the customer.
Zone/Class "B" - a secondary surface not in direct view at assembly level (viewable at component level only).
•Hold part 10-12 inches away. Inspect following the picture shown above.
•Inspection time should be 10-15 seconds.
•It is not realistic to have boundary samples for every cosmetic variation. If there is a question about a part, final determination is made "in use position".
8. DEFECT CLASSIFICATION:
Each area on the part presents different kinds of nonconforming defects:
•Pits/Slugs
•Dirt
•Scratch
•Coating Defects
•Bubbles
For each of these conditions an acceptable level according to the type of defect and where it occurs will be defined.
All parts will be viewed at arms length (10-12 inches) in lighting conditions and viewing time stated in section two. Parts are also to be considered ‘in use' position by experienced competent personnel.